咨詢電話:
13838812607

洛陽銳佳機械設備有限公司
聯系人:周經理
電話:13838812607
郵箱:13838812607@163.com
傳真:0379-64387889
QQ:2320465056
公司網址:m.ds45678.net
地址:中國河南省自由貿易試驗區洛陽片區三元社區三元路易知行科技園內
郵編:471000
電主軸廠家在生產發展的時候會遇到各式各樣的問題,不同的問題有著不同的解決方法。其中關于電主軸設備要如何進行合理有效的修復是很重要的一點,下面電主軸廠家就帶大家來了解下修復工藝的重要之處。
電主軸的修理工藝是近幾年維修人員總結的一套新的方法,這套方法主要應用到電主軸上,國內的電主軸如果依賴進口,更換時費用會很昂貴,這套修理工藝有效的及降低了電主軸更換時費用。
正常情況下,電主軸的更換周期為3-6個月,如果依賴進口,每年維修費用50~80萬元。為此,電主軸廠家的維修人員通過反復摸索,總結出一套電主軸的修理工藝。主要有以下應該知道的幾個要點:
第一,根據電主軸的損壞情況,測量靜態、動態徑向跳動及抬起間隙和軸向竄動量。
第二,用自制的專用工具拆卸電主軸。清洗并測量轉子擺差和磨損情況。
第三,選配軸承。每組軸承的內孔及外徑的一致性誤差均要≤0.002~0.003mm,與套筒的內孔保持0.004~0.008mm的間隙;與主軸保持0.0025~0.005mm的間隙。在實際操作中,以雙手大拇指能將軸承推入套筒的配合為最好。過緊會引起軸承外環變形,軸承溫升過高,過松則降低磨頭的剛度。
第四,軸承的清潔,是保證軸承正常工作及使用壽命的重要環節,切勿用壓縮空氣吹轉軸承,因壓縮空氣中的硬性微粒會使滾道拉毛。
第五,圓錐軸承或角接觸球軸承一定注意軸承安裝方向,否則達不到回轉精度要求。整個裝配過程采用專用工具,以消除裝配誤差,保證裝配質量。
第六,當套筒內孔變形、圓度超差,或與軸承配合過松時,可采用局部電鍍法進行補償再研磨至要求,軸頸處也可采用此法。
第七,電主軸上的圓螺母、油封蓋等零件的端面分別與軸承內外環的端面緊密接觸,因而其螺紋部分與端面的垂直度要求很高,可以采用涂色法檢查接觸情況。若接觸率<80%,可研磨端面,使之達到垂直度要求。此項工作很重要,它的精度會影響磨床主軸接長桿的徑向跳動,從而影響到磨削工件的表面粗糙度。
第八,裝配后的電主軸進行軸向調整(調整時用拉簧秤測量),同時應測量靜態、動態徑向跳動及抬起間隙,直至達到裝配工藝要求。
第九,在機器實際運轉條件下,排除裝配、機器運轉時的熱變形等因素的影響,在一定轉速下,應用動平衡儀對轉子進行動平衡。
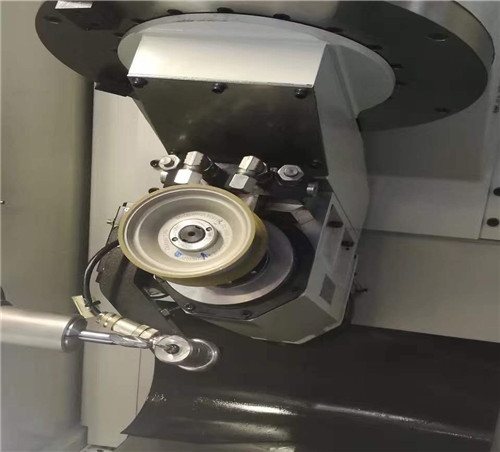
高速電主軸是高速加工中心的核心部件。在模具自由曲面和復雜輪廓的加工中,常常采用2~12mm較小直徑的立銑刀,而在加工銅或石墨材料的電火花加工用的電極時,要求很高的切削速度,因此,電主軸必須具有很高的轉速。加工模具時,總是采用很高的轉速,而高轉速產生的發熱,以及切削時可能產生的振動會影響模具加工精度。
為保證電主軸工作的穩定性,在主軸上裝有用來測量溫度、位移和振動的傳感器,以便對電機、軸承和主軸的溫升、軸向位移和振動進行監控。
由此為高速加工中心的數控系統提供修正數據,以修改主軸轉速和進給速度,對加工參數進行優化。當主軸產生軸向位移,則可通過零點修正或軌跡修正來進行補償。
使用前,應檢查砂輪接桿不同軸度不超過0.03毫米,磨削時軸端不要撞擊,電主軸必須在主軸完全停止轉動后,才可關閉油霧。油霧管道接頭應清洗干凈,防止污物進入而造成軸承燒壞。然后向電主軸供潤滑油霧,使用時應先接油霧管道。
使電主軸前端部稍有油霧泄出后才干啟動電主軸,油霧潤滑建議采用5號主軸油調節進油量為18-25滴/分,并經常檢查應符合要求,以免斷油,造成損壞主軸,電主軸都采用油脂潤滑。
高速電主軸是高速加工機床的核心部件,正確使用和維護電主軸對于高速加工機床加工精度的提高以及使用壽命的延長有著重要的影響。

 在線咨詢
在線咨詢